

Chemical Management Systems
The Sigma Series is NexChem's modular chemical management platform designed to safely store, deliver, meter, distribute, and collect process chemistries across wet processing environments. Built for semiconductor, advanced packaging, MEMS, and precision manufacturing facilities, Sigma systems provide scalable chemical infrastructure — from compact single-drum configurations to multi-drum and tote-based supply platforms.
Chemical delivery systems, pressurized and non-pressurized
Chemical return & collection systems
Dual-drum changeover configurations
Multi-drum bulk platforms
Tote-based supply systems
Carboy-fed specialty chemistries
Integrated valve box distribution
Metering pump skids
Each system is engineered to align with facility standards, process flow, and automation requirements.
Chemical Delivery & Recovery
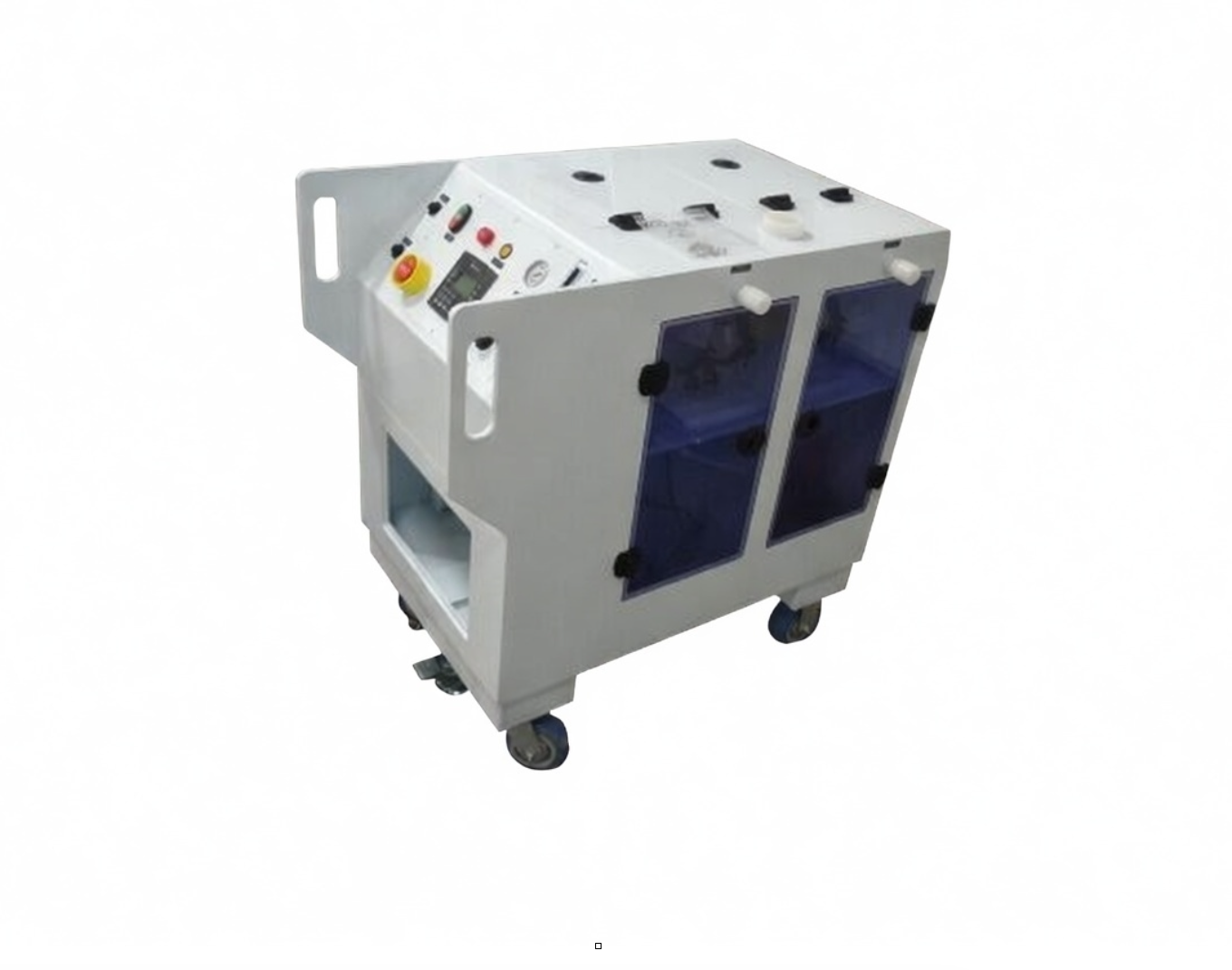
Simple. Compact. Single Chemistry.
The Sigma-100 is engineered for labs, universities, and single-tool setups that require clean and dependable chemical delivery. Supporting one 55-gallon drum or carboy, it delivers straightforward automation and essential safety protections in a compact footprint.
Single 55-gallon drum
Carboys / small vessels
System Components & Options
Explore the modular components that make up the Sigma Series ecosystem.

Point-of-Use Chemical Routing with Manual or Automated Valves. Sigma Valve Boxes provide clean, organized, and reliable chemical distribution at the point of use. Designed for acids, bases, and solvents, each valve box can be configured with a mix of manual isolation valves and air-operated valves (AOVs) and integrates seamlessly with tool PLCs and facility interlocks. Whether feeding a single wet bench or multiple stations across a bay, Sigma Valve Boxes extend the Sigma chemical management platform directly to the production floor.

Sigma Lift Stations provide controlled transfer of chemical waste, rinse water, solvents, or process effluent from local collection points to facility drain systems or remote waste tanks. Built for acids, bases, and solvents, each lift station includes automated pump operation, level monitoring, and integrated safety features. Designed to complement the Sigma Chemical Management Systems, these stations create a complete, end-to-end routing and return solution.
-
Scalable from R&D to full production
-
Automated transfer from drums, totes, or carboys
-
Cleanroom-safe FM-4910 or stainless-steel construction
-
Integrated containment & leak monitoring
-
Simple PLC/HMI interface for real-time status
Ready to configure your Sigma Series?
Submit a Request for Quote to start a conversation with our application engineers. We'll help you find the right configuration for your specific process needs.